
















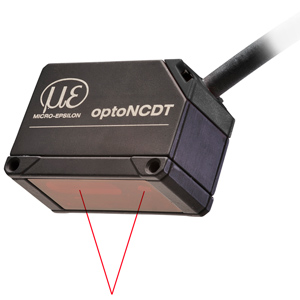











































































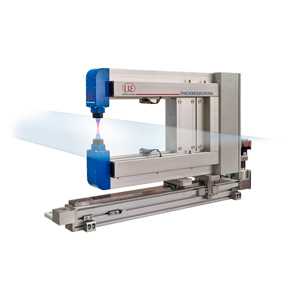




Laseravståndssensorn optoNCDT ILR1040 imponerar med sin kompakta konstruktionen och höga precision i ett brett spektrum av användningsområden – från automation och logistik till förnybar energi och byggmaskiner. Tack vare sin höga stabilitet, även…

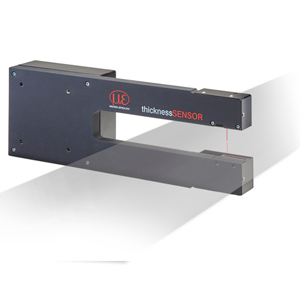
Tre nya pyrometrar thermoMETER UC, SE och FI, har utvecklats för exakta och stabila temperaturmätningar i industriella processer. De erbjuder förstklassig temperaturkompensation och signalkvalitet, optimal anpassningsbarhet för OEM-serietillämpningar…

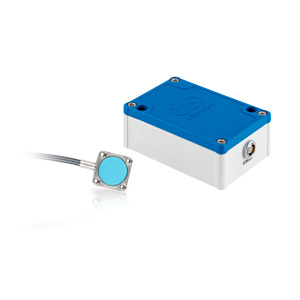
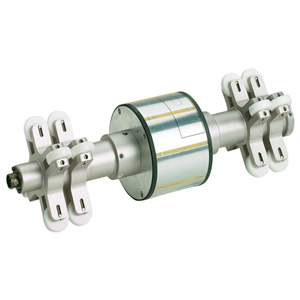
De kraftfulla mätsystemen eddyNCDT 3060 används i industriella processer för mätning av läge och position. Dessa beröringsfria sensorer imponerar med en unik kombination av precision, hastighet och temperaturstabilitet. Nu har sensorportföljen…

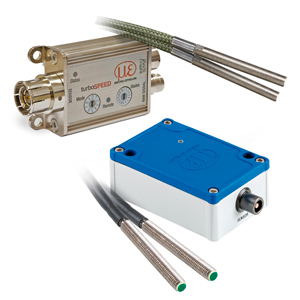
Induktiva mätavkännare i LVDT-serien används för beröringsfri mätning av avstånd, position och rörelse i industriella produktionsprocesser. En fritt rörlig kolv är placerad i sensorhuset. Om denna ändrar sin position registreras ändringen via…