Maskinbyggnad
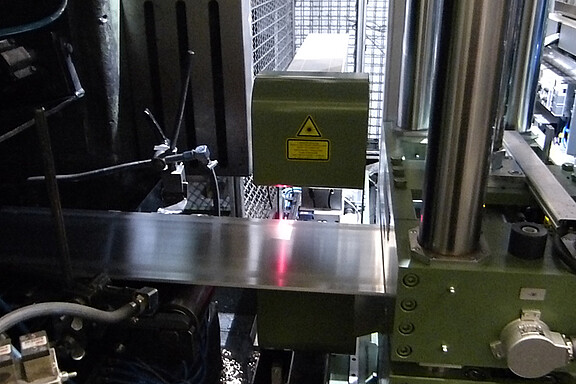
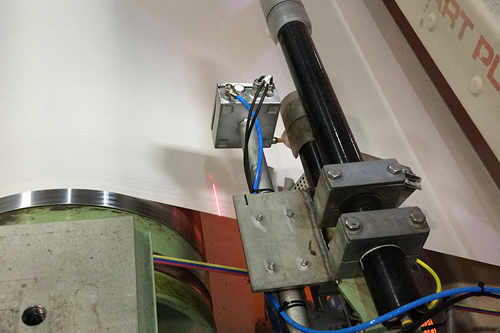
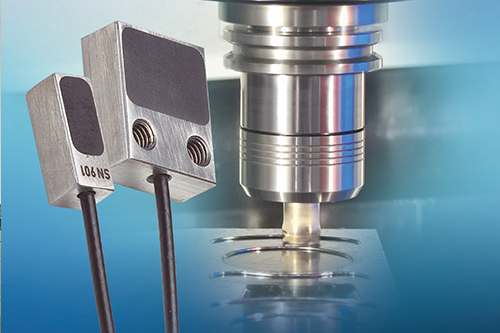
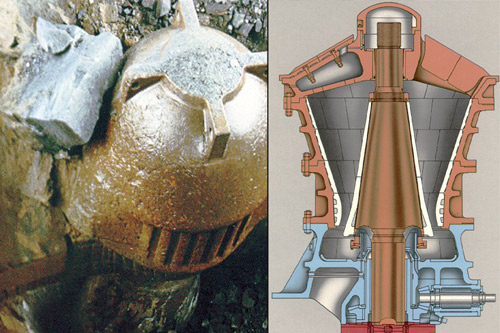
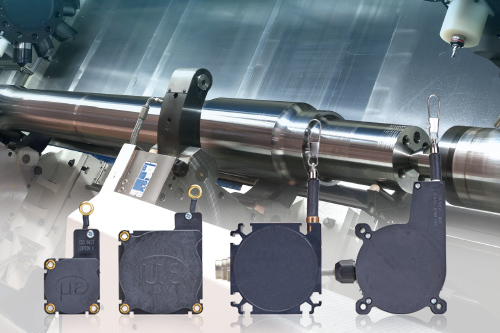
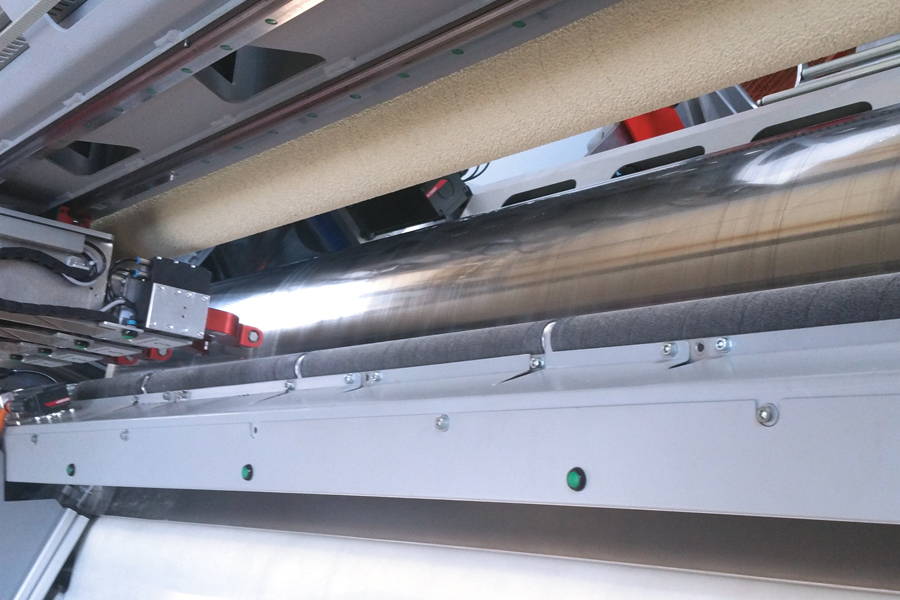
Som mångårig partner inom maskinbyggnad och maskindesign erbjuder Micro-Epsilon ett brett sortiment av givare och mätsystem. Miniatyrgivare integrerade i maskiner mäter maskinrörelse, position och förflyttning samt säkerställer säker maskindrift. Micro-Epsilons givare övervakar ett brett spektrum av produkter i olika storlekar som tillverkas i automatiserade och processintegrerade maskiner.
Speciellt i hårda omgivningsförhållanden med t ex olja, smuts, tryck, vibrationer och höga temperaturer är den höga mätnoggrannheten hos Micro-Epsilons givare oslagbar.